| ЗИС-150 | |||||||||||||||||||||||||||||||||
| Общие данные | |||||||||||||||||||||||||||||||||
| Годы произодства | 1947—1958 | ||||||||||||||||||||||||||||||||
| Сборка | ЗИС (Москва, СССР) ЗИЛ (Москва, СССР) | ||||||||||||||||||||||||||||||||
| Дизайн | |||||||||||||||||||||||||||||||||
| Компоновка | переднемоторная, заднеприводная | ||||||||||||||||||||||||||||||||
| Двигатель | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| Трансмиссия | |||||||||||||||||||||||||||||||||
| Тип | механическая | ||||||||||||||||||||||||||||||||
| Число ступеней | 5 | ||||||||||||||||||||||||||||||||
| Передаточные отношения | |||||||||||||||||||||||||||||||||
| 1 передача | 6,24 | ||||||||||||||||||||||||||||||||
| 2 передача | 3,32 | ||||||||||||||||||||||||||||||||
| 3 передача | 1,898 | ||||||||||||||||||||||||||||||||
| 4 передача | 1,00 | ||||||||||||||||||||||||||||||||
| 5 передача | 0,81 | ||||||||||||||||||||||||||||||||
| Задняя передача | 6,70 | ||||||||||||||||||||||||||||||||
| Переключение | напольный рычаг | ||||||||||||||||||||||||||||||||
Главная передача — двойная, передаточное число — 7,63.
ЗИЛ-164 →
Для улучшения этой статьи желательно:
|
ЗИС-150
(с 26 июня 1956 —
ЗИЛ-150
) — советский грузовой автомобиль, выпускавшийся в период с 1947 по 1957 год. В 1957 году был заменён на модель ЗИЛ-164, фактически представлявшую собой модернизированный ЗИС-150. Было выпущено 771 883 экземпляров всех модификаций.
История модели
| В этой статье или разделе имеется список источников или внешних ссылок, но источники отдельных утверждений остаются неясными из-за отсутствия сносок. Утверждения, не подкреплённые источниками, могут быть поставлены под сомнение и удалены. Вы можете улучшить статью, внеся более точные указания на источники. |

ЗИС-150 в московском Музее ретро-автомобилей
Грузовой автомобиль ЗИС-150 должен был прийти на смену ЗИС-5 ещё в конце 1930-х годов. В 1938 году Заводом имени Сталина были построены опытные образцы грузовика, получившие название ЗИС-15. Данный автомобиль отличался трёхместной цельнометаллической кабиной, модернизированным двигателем мощностью 82 л. с., новой рамой. Однако Великая Отечественная война надолго отложила запуск модели в серию. Только в 1944 году на Заводе имени Сталина были изготовлены новые образцы грузовика, получившие индекс ЗИС-150, с облицовкой передка, внешне очень похожие на американские International Harvester K-7.
30 октября 1947 года была произведена установочная партия грузовых автомобилей ЗИС-150. Так как ещё довоенные испытания показали недостаточную мощность двигателя, на серийном автомобиле мощность была увеличена до 95 л. с. при 2800 об/мин. В конструкции ЗИС-150 впервые в истории советского автомобилестроения были применены пятиступенчатая КПП с шестернями постоянного зацепления и пневматический привод тормозов. Грузоподъёмность увеличилась с трёх до четырёх тонн. Автомобиль получил новую кабину (из-за большого дефицита [1] в стране тонкого стального листа она была деревометаллической: переднее оперение — стальное, двери — деревянные) с эффективной системой отопления и опускающимися стеклами дверей. Ветровое стекло состояло из двух половинок, левая половинка была сделана подъёмной: она закреплялась в любом положении при помощи кулисного механизма.
Полностью завод перешёл на выпуск новой модели 27 апреля 1948 года, а до этого, пока с января 1948 года, монтировался новый конвейер, продолжался выпуск ЗИС-5 (до 30 апреля 1948 года).
В 1950 году автомобиль подвергся модернизации: был заменён карбюратор и впускной коллектор, кабина стала полностью металлической.
18 августа 1951 года производство улучшенной версии автомобиля было освоено также на Кутаисском автомобильном заводе под маркой КАЗ-150. В конструкцию ЗИС-150 на грузинском заводе было внесено около 80 изменений, в частности, установлен задний мост от автобуса ЗИС-155 с увеличенным передаточным числом (9,28 вместо 7,63), что позволило повысить тяговые качества грузовика, предназначенного для эксплуатации главным образом в горных районах. Внешне КАЗ-150 отличался от ЗИС-150 решеткой радиатора с вертикальными брусьями и иным оперением, напоминавшим отчасти ГАЗ-51, отчасти УралЗИС-355М. Это объяснялось тем, что руководитель конструкторско-экспериментального отдела КАЗа А. М. Кригер ранее работал заместителем главного конструктора ГАЗа.[источник не указан 1783 дня
]
В феврале 1956 года у двигателя ЗИС-150 была заменена чугунная головка цилиндров на алюминиевую, что позволило повысить до 6,2 степень сжатия и поднять до 96 л. с. мощность. Другие изменения — новые карбюратор, впускной коллектор, воздушный фильтр, усиленная рама, резиновые опоры передних рессор, гидравлические амортизаторы. Эта модификация получила наименование ЗИС-150В. Внешне она отличалась от ЗИС-150 решеткой радиатора с вертикальными брусьями (не аналогичной той, что с 1957 г. использовалась на ЗИЛ-164) и вертикальными жалюзи на боковинах капота.
В июне этого же года, после XX съезда КПСС, Завод имени Сталина был переименован в Завод имени Лихачёва. В связи с этим, часть автомобилей ЗИС-150В под конец выпуска получила [2] капоты с новой выштамповкой «ЗИЛ» вместо прежней «ЗИС».
Эта модернизация стала последней — в октябре 1957 года ЗИЛ-150В уступил место на конвейере новой модели ЗИЛ-164, внешне очень похожей на ЗИЛ-150В, но отличающейся некоторыми техническими нововведениями.
По советской технической документации и с использованием производственного оборудования, поступившего из СССР, в Румынии и Китае тоже начался выпуск собственных «ЗИС-150». В Румынии их под маркой SR-101 стал делать («Стягул Рошу» — «Красное знамя»). Выпуск грузовиков здесь начался в 1954 году и продолжался до 1965 года (было выпущено 54 224 экземпляра; внешне румынские грузовики отличались от советских бампером и кабиной прямоугольной формы). В Китае, в городе Чанчунь, с 1956 года грузовик Jiefang CA-10 («Цзефань» — «Освобождение») начал производить «Автомобильный завод № 1» (ныне известный как First Automotive Works). С небольшими изменениями грузовик выпускался до 1986 г. Его изображение было размещено на китайских банкнотах.
Автомобиль ЗИС/ЗИЛ-150 широко экспортировался за рубеж, главным образом в социалистические страны. В Монголии благодаря хорошим климатическим условиям несколько экземпляров ЗИС-150 до сих пор[когда?
] находятся в эксплуатации.
История создания
Первый советский бронированный автомобиль ЗИС-115 был выпущен в 1948 году по специальному заказу правительства СССР, и представлял собой ЗИС-110 с бронезащитой, бронестёклами, задним мостом с полностью разгруженными полуосями и специальными шинами. С 1948 по 1949 годы было выпущено 32 ЗИС-115. До наших дней сохранилось 8 экземпляров автомобиля, 1 из которых находится во Вьетнаме в качестве музейного экземпляра. Впоследствии СССР не производил бронированные легковые автомобили вплоть до 1983 года.
Модификации

Автобус АКЗ-1 — кузов ЗИС-16 на шасси ЗИС-150
Модель ЗИС-150 была базовой для производства большой гаммы строительной техники — кранов, самосвалов, дорожной техники, лесовозов; специальных машин — уборочных, поливомоечных, пожарных автомобилей, цистерн. Агрегаты и комплектные шасси использовались для производства автобусов. Также грузовик использовался в армии. Туда уходили и стандартные бортовые грузовики, и шасси для спецоборудования — радиостанций, установок дегазации, топливозаправщиков и т. д. В 1949-57 годах с использованием узлов и агрегатов грузовика ЗИС-150 на ЗИСе выпускался автобус ЗИС-155. В конце 1957 года его на конвейере заменил более совершенный ЗИЛ-158. Также на шасси ЗИС-150 были созданы цистерны АЦ-4-150 и АЦМ-4-150 (Грабовский завод спецавтомобилей), автокраны АК-25 (1950), АК-3ГС (1951), АК-5Г (1953), пожарный автомобиль ПМЗ-9, мусоровоз МС2 (1950), поливомоечная машина ПМ-8 (1955) и многие другие специальные автомобили.
В частности, к модификациям ЗИС-150 относятся:
- ЗИС-150П — опытный двухосный полноприводный (4 × 4) автомобиль (1947 г);
- ЗИС-151 — трёхосный полноприводный (6 × 6) автомобиль (1948—1957 гг);
- ЗИС-156 — газобалонный (на сжатом газе) 3,5-тонный грузовик (1949—1957 гг);
- ЗИС-156А — газобалонный (на сжиженом газе) 4-тонный грузовик (1953—1957 гг);
- ЗИС-253 (УльЗИС-253, НАЗ-253) — опытный дизельный 3,5-тонный грузовик для производства на УльЗИСе и Новосибирском автозаводе. Разработан независимо от ЗИСа на УльЗИСе (1947 г);
- ДАЗ-150 «Украинец» — опытный 4-тонный грузовик для производства на Днепропетровском автозаводе. Разработан независимо от ЗИСа на ДАЗе (1947—1950);
- ЗИС-ЛТА — полугусеничный лесовозный автомобиль повышенной проходимости, созданный в 1949 году на базе ЗИС-5 с использованием узлов и агрегатов трелёвочного трактора КТ-12. Впоследствии выпускался также на базе ЗИС-21 и ЗИС-150.
- ЗИС-ММЗ-585Е — самосвал (1949—1955 гг) с кузовом Мытищинского машиностроительного завода; в 1952—1958 гг. выпускался на Кутаисском автомобильном заводе как КАЗ-585;
- ЗИС-121 — седельный тягач (1952—1959 гг);
- ЗИС-153 — опытный полугусеничный автомобиль (1952 г).
- АКЗ-1 — автобус, созданный на базе ЗИС-150 с использованием кузова ЗИС-16 московским .
Описание конструкции
Кузов автомобиля — 4-дверный седан с усиленным бронированием. Задние двери открывались против хода автомобиля. На ЗИС-115 была применена особая система бронирования — бронекапсула: защита представляла собой единую оболочку из брони, обшитую снаружи кузовными панелями.
На ЗИС-115 устанавливался бензиновый, карбюраторный, 8 цилиндровый двигатель с рабочим объемом 6005 см3 и мощностью 162 л.с. Представлял собой модернизированную версию двигателя базового автомобиля ЗИС-110.
Отличительной особенностью салона этой версии от базовой является отсутствие стеклянной перегородки между местом водителя и пассажирским салоном. Таким образом, в отличие от ЗИС-110, ЗИС-115 был не лимузином, а седаном (эти кузова отличаются именно наличием перегородки между водителем и пассажиром). Выборочно автомобили ЗИС-115 оборудовались кондиционерами[источник не указан 235 дней
]. Заднее пассажирское сиденье набивалось (а точнее, накачивались специальным насосом) гагачьим пухом и обтягивалось дорогим сукном. Кроме обычных дверных замков, обе задние и правая передняя дверь снабжались цепочками, гарантирующими невозможность их случайного открытия на ходу. Форточки в передних дверях открывались вращающимися рукоятками через редуктор.
Внешнее декоративное оформление автомобиля практически полностью имитировало ЗИС-110. Основные внешние отличия ЗИС-115 от ЗИС-110: наличие дополнительной центральной фары дальнего света, выпуклые колпаки колес и отсутствие белых декоративных колец на боковинах шин.
Возможность форсировки двигателя ЗИС-120 и преимущества V-образных двигателей
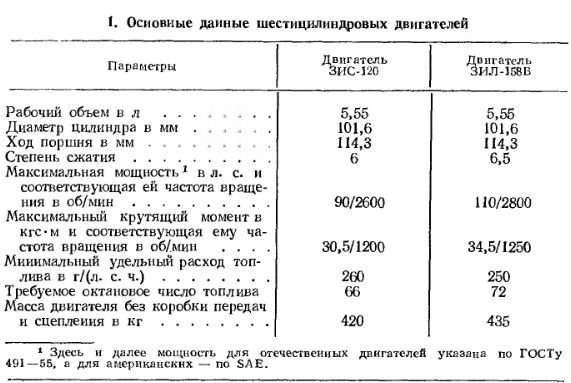
Введение в производство новой модели двигателя требует крупных капиталовложений как в сфере изготовления, так и в сфере его эксплуатации и ремонта. Поэтому решение о переходе на выпуск новой модели может быть принято только после полного использования ресурсов находящейся на производстве модели двигателя. Такой моделью на автомобильном заводе им. И. А. Лихачева был шестицилиндровый нижнеклапанный двигатель ЗИС-120 с однорядным расположением цилиндров. В начале производства этот двигатель, предназначавшийся для установки па автомобиль ЗИС-150 грузоподъемностью 4 т, имел основные параметры, приведенные в табл. 1.
В конструкцию двигателя ЗИС-120 были внесены усовершенствования, позволившие выпускать его модификации, имеющие более высокие параметры, например двигатель ЗИЛ-158В. Сравнение данных табл. 1 показывает, что мощность двигателя возросла на 22,5%, а крутящий момент на 13%. Это было достигнуто в основном путем повышения степени сжатия, увеличения номинальной частоты вращения коленчатого вала и применения более совершенного карбюратора, позволившего улучшить наполнение цилиндров двигателя.
Специальные работы, проведенные для определения возможности форсировки двигателя ЗИС-120, показали следующее:
- Повышение степени сжатия приводит к некоторому увеличению мощности и крутящего момента, но при этом существенно возрастает потребное октановое число топлива.
- Улучшение наполнения цилиндров за счет расширения проходных сечений впускного тракта невозможно, так как нельзя увеличить размеры клапанов из-за тесного их расположения в камере сгорания. Расстояние между головками клапанов и стенками камеры сгорания невелико и составляет по номинальным размерам 3,85 мм как у впускного, так и у выпускного клапанов. Дальнейшее увеличение диаметра головок клапанов еще больше уменьшает проходное сечение вокруг них.
- Увеличение рабочего объема двигателя возможно только путем соответствующего изменения диаметра цилиндра, так как изменению хода поршня препятствует малый зазор между кулачками распределительного вала и нижними головками шатунов. Однако практически увеличить диаметр цилиндра не представлялось возможным, так как при повышении рабочего объема цилиндров трудно обеспечить их удовлетворительное наполнение. Кроме того, при этом уменьшается ширина прохода для воды между цилиндрами, которая и при существующем диаметре цилиндров равна всего лишь 4 мм.
Для кратковременных экспериментов был все-таки построен двигатель с увеличенным до 108 мм диаметром цилиндров за счет установки «мокрых» гильз. Рабочий объем двигателя возрос на 13% и стал равным 6,27 л. При степени сжатия 6 и соответственно расширенном впускном тракте этот двигатель развил мощность 115 л. с. (увеличение на 19%) н крутящий момент 35,5 кгс-м (увеличение на 15%).
- Применение верхних клапанов равноценно созданию нового двигателя, для которого требуется изготовление специального оборудования для производства новых деталей (в том числе таких сложных, как головка и блок цилиндров). Тем не менее, и этот путь также был проверен.
При испытании верхнеклапанные двигатели, имевшие степень сжатия 6,5, развили максимальную мощность до 130 л. с. при n = 2800 об/мин и максимальный крутящий момент до 39 кгс-м. Испытания также показали, что эти двигатели имеют повышенный износ основных деталей: цилиндров, шеек коленчатого вала, поршней, направляющих втулок клапанов и др. Резерва же для дальнейшей форсировки эти двигатели так же, как и нижнеклапанные, не имеют. Таким образом, проведенные исследования показали, что шестицилиндровый рядный двигатель как нижнеклапанный, так и верхнеклапанный не соответствуют требованиям, предъявляемым к двигателям современных грузовых автомобилей, и очевидно, что нерационально использовать такую схему расположения цилиндров для семейства новых двигателей ЗИЛ. Поэтому для новых двигателей было принято V-образное расположение цилиндров с углом развала между рядами 90°. По сравнению с рядным нижнеклапанным двигателем V-образный верхнеклапанный имеет ряд преимуществ:
- Меньшие длина и высота двигателя, что упрощает его установку на современном грузовом автомобиле.
- Меньшие габаритные размеры двигателя, а следовательно, и меньшая масса.
- Большая крутильная жесткость коленчатого вала (вследствие уменьшения его длины), практически исключающая необходимость установки гасителя крутильных колебаний.
- Меньшая длина впускных каналов и идентичность их формы обеспечивают высокий коэффициент наполнения и большую равномерность распределения рабочей смеси по цилиндрам.
- Возможность увеличения диаметров клапанов. Это связано с тем, что у V-образного двигателя расстояние между его цилиндрами оказывается больше, чем в однорядном двигателе (при одинаковом рабочем объеме одного цилиндра), и поэтому можно увеличить длину камеры сгорания и соответственно размеры клапанов.
Для примера можно сравнить V-образный двигатель ЗИЛ-375 с однорядным двигателем ЗИЛ-164А, рабочие объемы одного цилиндра которых отличаются всего лишь на 6%, и каждый из этих двигателей при принятом расстоянии между осями цилиндров выполнен с наибольшим возможным для него диаметром цилиндра (рис. 1).
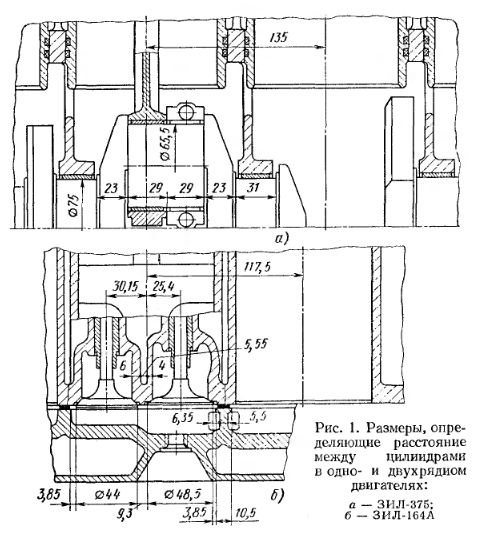
В однорядном двигателе расстояние между осями цилиндров определяется размерами клапанов (которые должны быть достаточными для удовлетворительного наполнения цилиндров при частоте вращения коленчатого вала, соответствующей максимальной мощности), расстояниями между клапанами, между клапанами и стенками камеры сгорания, а также шириной перемычки между соседними камерами сгорания. В V-образном двигателе кроме указанных выше факторов добавляется еще один: необходимость расположения на одной шатунной шейке двух шатунов. В связи с этим расстояние между осями цилиндров в V-образном двигателе определяется суммой продольных размеров шеек и щек одного кривошипа коленчатого вала и в двигателе ЗИЛ-375 оно равно 135 мм, что на 17,5 мм превышает это расстояние в однорядном двигателе ЗИЛ-164А.
Соответственно в двигателе ЗИЛ-375 диаметр цилиндра на 6,4 мм больше, а камера сгорания на 12,5 мм длиннее, чем в двигателе ЗИЛ-164А, что позволяет увеличить размеры клапанов, улучшить наполнение цилиндров и повысить мощность двигателя.
- Увеличение диаметра цилиндров и соответственное уменьшение хода поршня позволяют снизить его среднюю скорость, в связи с чем уменьшаются потери па трение, а также износ деталей цилиндро-поршневой группы. Все это повышает долговечность двигателя.
- Возможность увеличения площади вытеснители в камере сгорания способствует турбулизации заряда, вследствие чего повышается эффективность сгорания и мощность двигателя и можно использовать топливо с меньшим октановым числом.
- Уменьшение радиуса кривошипа приводит к увеличению перекрытия коренной и шатунной шеек коленчатого вала (22,75 мм у двигателя ЗИЛ-375 и 6,85 мм у двигателя ЗИЛ-164А), в результате чего повышается жесткость коленчатого вала V-образного двигателя.
- Относительно малая длина и большая жесткость коленчатого вала при V-образной схеме позволяют форсировать двигатель по степени сжатия.
- Возможность увеличения проходных сечений впускного и выпускного трактов допускает дальнейшую форсировку двигателя также и по частоте вращения.
По теме:
Техническая характеристика
Проверка затяжки болтов и гаек крепления головки цилиндров
ЗИЛ 130
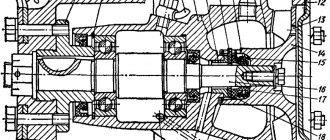
ДВИГАТЕЛЬ
Эксплуатации 6 и 7 показаны продольный и поперечный разрезы двигателя.
Крепление двигателя на раме производится в трех точках. Передней опорой двигателя является кронштейн, установленный на крышке распределительных шестерен; задними опорами — лапы картера сцепления. Между кронштейном и передней поперечиной рамы, а также между лапами картера сцепления и задними кронштейнами крепления двигателя установлены массивные резиновые подушки.
Эластичная подвеска двигателя в трех точках на резиновых подушках допускает некоторый перекос рамы относительно двигателя, не вызывая значительных напряжений в деталях соединения двигателя с рамой.
Блок цилиндров — чугунный, литой. Развитая система усилительных ребер и опущенная вниз плоскость разъема обеспечивают достаточную жесткость верхней части картера двигателя.
Двойные стенки по всей длине цилиндров образуют эффективную водяную рубашку системы охлаждения двигателя.
Толщина стенок цилиндров допускает их расточку после наступления износа и запрессовку гильз.
Имеющийся с левой стороны блока цилиндров люк можно использовать при ремонте двигателя для удаления накипи.
В плоскости стыка блока цилиндров с впускным и выпускным трубопроводами устанавливают стале-аебеетовую прокладку гладкой стороной к блоку цилиндров.
Головка блока цилиндров — чугунная с необработанными камерами сгорания. Между верхней плоскостью блока цилиндров и головкой также установлена стале-асбестовая прокладка, которую при монтаже следует устанавливать гладкой стороной’ к блоку цилиндров.
Поршни — алюминиевые, с юбкой цилиндрической формы и косым разрезом.
Зазор между цилиндром и поршнем 0,08—0,1 мм. Проверяется зазор при помощи ленты-щупа, протаскиваемой между стенкой цилиндра и поршнем со стороны, противоположной разрезу. Если вставить поршень без колец в цилиндр днищем вниз, лента- щуп толщиной 0,1 мм, шириной 13 мм и длиной не менее 200 мм должна протаскиваться с усилием 2,25—3,65 кг.
Поршни одного двигателя отличаются по весу не более чем на 8 г.
Поршневые кольца — четыре на каждом поршне: три компрессионных и одно маслосъемное (нижнее).
Кольца изготовлены специальным методом обработки по копиру, чем обеспечивается распределение радиального давления кольца на стенки цилиндров по заданной эпюре.
Компрессионные кольца имеют: верхнее — фаску с внутренней стороны, второе и третье — ступенчатую проточку с наружной стороны. Верхнее кольцо устанавливается на поршень фаской вверх, второе и третье кольца — проточкой вниз (эксплуатации 8). После установки колец на поршень стыки их разводятся, как это показано эксплуатации 9.
Зазор в замке кольца при установке его в цилиндре должен быть в пределах 0,25—0,45 мм для компрессионных (0,25— 0,6 мм. для хромированных колец) и 0,15—0,30 <�мм для масло- съемных колец.
Верхнее компрессионное кольцо хромированное.
Поршневые пальцы — плавающего типа, пустотелые; от осевых перемещений удерживаются пружинными стопорными кольцами, вложенными в канавки бобышек поршня. Палец работает в поршне непосредственно по телу его бобышек, в верхней головке шатуна — по двум бронзовым втулкам.
При сборке комплекта поршень — шатун — поршневой палец поршень предварительно нагревается (примерно на 75° С), при этом палец должен свободно входить в отверстия бобышек. Во втулки верхней головки шатуна палец должен плотно входить без смазки, под усилием большого пальца руки. При окончательной сборке поршня с шатуном палец должен быть смазан маслом, употребляемым для смазки двигателя.
Шатуны — стальные, двутаврового сечения. По всей длине шатуна просверлен канал, по которому подводится смазка к. поршневому пальцу. Через калиброванное отверстие в нижней головке шатуна смазка подается к стенкам цилиндра.
При креплении крышки к шатуну следует следить, чтобы имеющиеся на них метки-бобышки были обращены в одну сторону.
Шатун и крышка шатуна имеют цифры (на базовых площадках), обозначающие порядковый номер цилиндра, в который устанавливается шатун.
Во время сборки с шатуном поршень ставится так, чтобы стрелка, выбитая на его днище, была обращена в сторону меток- бобышек на шатуне. При этом маслоразбрызгивающее отверстие в нижней головке шатуна будет обращено в сторону, противоположную прорези поршня.
При установке в цилиндры комплектов поршень — шатун в сборке стрелка на днище поршня должна быть обращена к передней части двигателя.
Необходимо следить, чтобы зазор между бобышкой поршня и верхней головкой шатуна в собранном двигателе был не менее 1 мм.
Коленчатый вал — стальной, кованый, с противовесами; установлен в картере двигателя на семи коренных подшипниках. Вал динамически отбалансирован. Для уменьшения веса вала и нагрузок на коренные подшипники шатунные шейки выполнены полыми. Для подвода смазки к шатунным шейкам последние соединены смазочными каналами с коренными шейками. Для уменьшения износа шейки коленчатого вала (коренные и шатунные) подвергаются поверхностной закалке токами высокой частоты.
К фланцу заднего конца коленчатого вала крепится шестью болтами чугунный маховик со стальным зубчатым венцом для пуска двигателя от стартера.
На переднем торце маховика выбита метка . При совме-
щении метки с риской на люке картера сцепления (маховика) поршни 1-го и 6-го цилиндров находятся в верхних мертвых точках.
При снятии маховика для облегчения последующей сборки необходимо метить его установку на коленчатом валу, так как фланец коленчатого вала имеет смещенные (несимметричные) отверстия. Крепление маховика с коленчатым валом следует производить равномерной затяжкой гаек крест-накрест. После постановки маховика следует проверить биение его рабочей поверхности (торца) по отношению к оси коленчатого вала. На радиусе 150 мм это биение не должно быть более 0,1 мм,
Крышки подшипников центрируются: шатунные — по шлифованным шейкам стяжных болтов, коренные — по бортам в пазах блока.
Следует следить, чтобы метки-бобышки на крышках коренных подшипников были обращены к передней части двигателя.
На каждой крышке поставлен порядковый номер, которым крышка обращена к соответствующему номеру на блоке цилиндров, выбитому со стороны распределительного вала.
Вкладыши удерживаются от проворачивания отштампованными на них выступами, которые входят в пазы, профрезерован- ные в блоке и крышках коренных подшипников, в шатуне и его крышке.
Под крышками коренных и шатунных подшипников в стыках установлены прокладки толщиной 0,05 мм (по одной с каждой стороны).
При износе шеек коленчатого вала они перешлифовываются под следующий размер ремонтных вкладышей.
Завод выпускает вкладыши четырех ремонтных размеров соответственно уменьшению диаметра шеек на 0,05; 0,3; 0,6 и 1,0 мм. Вкладыши размера — 0,05 предназначены для установки на вал без перешлифовки шеек.
Распределительный вал —стальной, кованый, установлен в картере двигателя на четырех подшипниках, снабженных стальными втулками с баббитовой заливкой.
Для уменьшения износа опорные шейки, кулачки, эксцентрик и зубья шестерни подвергаются поверхностной закалке токами высокой частоты.
Профиль кулачков распределительного вала одинаковый как для впускных, так и для выпускных клапанов. Высота подъема клапанов 10 мм.
Осевой зазор вала ограничивается и в случае необходимости регулируется винтом, ввернутым в крышку распределительных шестерен. Требуемая величина зазора А (эксплуатации 10) устанавливается путем завертывания винта 1 до упора в сухарь 3 с последующим поворотом его назад на V12—Vs оборота. После установки винт закрепляется контргайкой 2.
Во избежание повреждения сухаря регулировочный винт не следует затягивать с большим усилием.
Распределительные шестерни выполнены: ведущая —стальной, ведомая — чугунной.
Газораспределение устанавливается при сборке двигателя по меткам, выбитым на распределительных шестернях.
При установке газораспределения метки должны располагаться одна против другой и лежать на прямой, проходящей через оси валов, как это показано эксплуатации 11.
Клапаны — нижние — расположены с правой стороны блока цилиндров.
Впускные клапаны изготовлены из хромистой стали, диаметр тарелки 48,5 мм, угол седла 30°.
Выпускные клапаны — составные: тарелка изготовлена из жароупорной стали сильхром, приваренный к ней стержень — из хромистой стали. Диаметр тарелки 44 мм, угол седла 45°.
Толкатели клапанов — тарельчатые с регулировкой зазора между клапанами и толкателями.
Толкатели установлены в двух съемных секциях направляющих, которые при износе толкателей позволяют менять их без разборки двигателя.
Передняя и задняя секции направляющих не взаимозаменяемы.
Зазор между толкателем и клапаном для впускных и выпускных клапанов одинаков и равен 0,20—0,25 мм.